您当前的位置:商助贸易宝 » 安化商助贸易宝 »安化产品 » 销售钉箱机_精选厂家
销售钉箱机_精选厂家
更新时间:2026-01-10 16:54:49 ip归属地:益阳,天气:晴,温度:2-16 浏览:1次

- 发布企业
- 依利达包装器材(益阳市安化县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:益阳市安化县销售钉箱机_精选厂家的产品参数
【依利达】业务覆盖多领域场景,主营赫山热收缩包装机我们更专业、沅江热收缩包装机匠心工艺、桃江热收缩包装机国标检测放心购买等产品服务。销售钉箱机_精选厂家,依利达包装器材(益阳市安化县分公司)专业从事销售钉箱机_精选厂家,联系人:陆经理,电话:【18762195566】、【18762195566】,以下是销售钉箱机_精选厂家的详细页面。 湖北省,益阳市,安化县 安化古称“梅山”,是梅山文化的发祥地。宋神宗熙宁五年(1072),章惇始开梅山置县。安化还是中国名茶黑茶的故乡,是湖南茶马古道的起点。
为了让您更好地了解销售钉箱机_精选厂家产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。
以下是:益阳安化销售钉箱机_精选厂家的图文介绍

依利达包装器材有限公司
益阳安化热收缩包装机供应厂家
技术先进品质过关
量大从优库存充足
益阳安化热收缩包装机的详细介绍
现货批发工厂直营

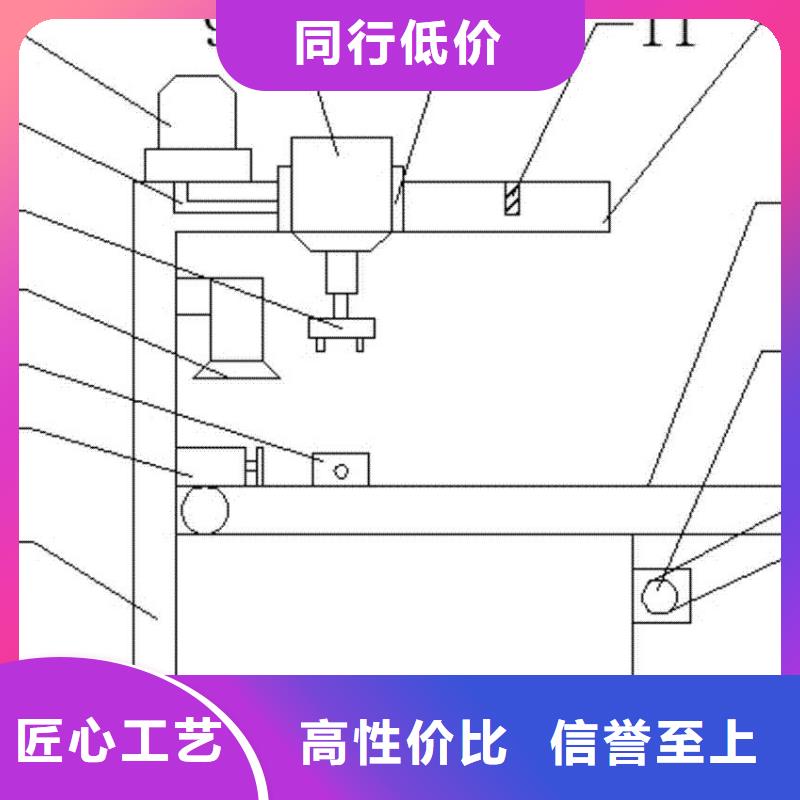
在钉箱时会发现,当扁丝质量不好、送线阻力大、送线轮弹簧太松或太紧、送线轮固定螺丝松开、导轨出现偏移、齿轮咬合歪斜、订头底模与冲头位置不正以及底模有明显的磨损等情况存在时,都有容易出现上述故障现象。对此,解决办法是:采用钢性好、表面镀层光滑的优质扁丝;检查送线各部位是否调整不良而引起卡阻;调整机器相关部件使送线运动能保持轻松自如为宜;对磨损严重的底模采取相应的修复或更换措施。
订头部位主要故障现象
当订头内有卡钉时,往往容易影响离合器正常的动作,可拆开订头侧盖取出冲头进行清理和清洁,并加润滑油后重新装入即可;若订头定位出现不准确时,可检查F3保险丝34-35(AC)、F9保险丝50-51(DC)和刹车器线圈电阻线(15Ω)等是否正常;若上订头挡板光电感应开关没有动作,感应不到下导轨轴心,造成纸未送入即打钉,可调整光电开关的感应距离;若钉头出现连续打钉动作,要检查电器是否损坏。
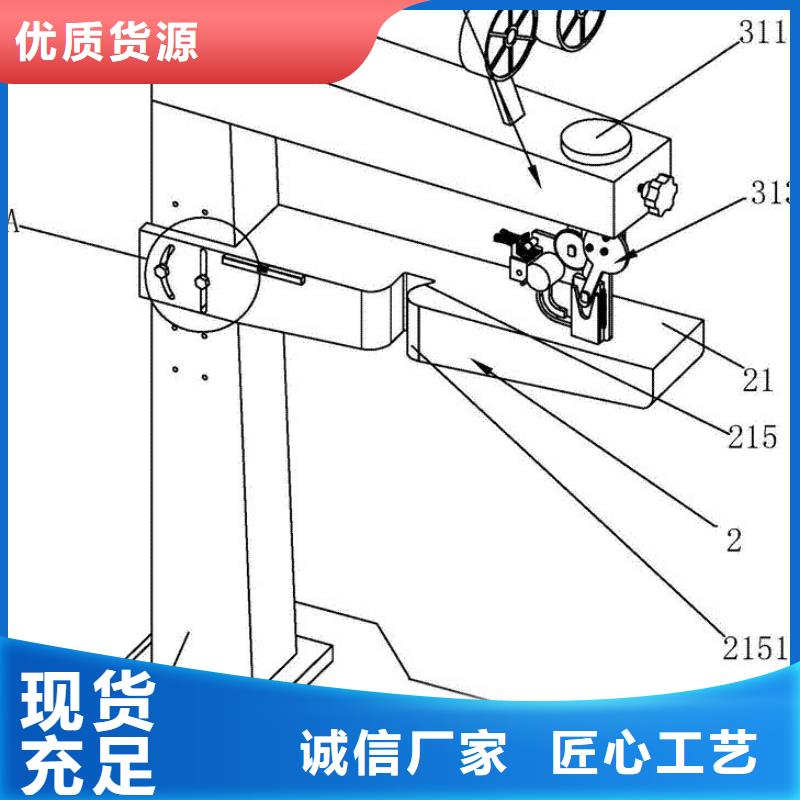
纸板送入后档板没有打开
若档板光电感应不正常时,容易出现这一故障情况,可调整光电感应装置,使其感应的距离保持适度,确保纸板送入后档板能正常动作。
在使用钉箱机的过程当中,有很多细节是你不会注意到,那么你对钉箱机的操作是真的标准吗?那么今天,就让小编来向您解释该如何正确的使用钉箱机进行标准化!




以质量求发展,把好的益阳安化热收缩包装机交付客户

益阳安化热收缩包装机支持多种规格定制,24小时客服







依利达包装器材有限公司
多年益阳安化热收缩包装机行业经验值得信赖

益阳安化依利达包装器材有限公司自成立以来,一直以“诚信服务、诚信合作”的经营理念为基本准则,赢得了广大客户以及 热收缩包装机企业的信任和支持。欢迎广大新老客户前来洽谈。

今年在益阳市安化县本地购买销售钉箱机_精选厂家有了新选择,依利达包装器材(益阳市安化县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的销售钉箱机_精选厂家产品。如需购买或咨询,请随时联系我们,联系人:陆经理-【18762195566】,地址:佛山市禅城区南庄镇商业广场二座。